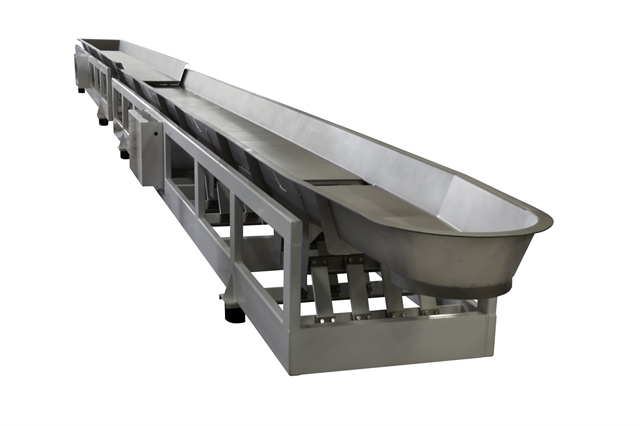
Vibration conveyor is a common material conveying equipment that uses vibration force to transport materials from one place to another. In modern industry, vibrating conveyors are used in various industries such as manufacturing, mining, construction materials, chemicals and food processing, etc. Vibrating conveyor has a wide range of applications and has many advantages.
First, vibrating conveyors play an important role in manufacturing. In automated production lines, vibrating conveyors are used to transport raw materials, components, or finished products from one work area to another. It can realize rapid and continuous transportation of materials, greatly improve production efficiency, and reduce human errors during manual handling and transportation.
Secondly, vibrating conveyors are widely used in the mining and construction materials industries. These industries often need to transport large amounts of granular materials, such as coal, ore, sand and cement, etc. Vibrating conveyors have efficient and stable conveying capabilities, can cope with the conveying needs of long distances and large quantities of materials, and greatly improve production efficiency.

In addition, vibrating conveyors also play an important role in the chemical industry. The chemical industry often needs to transport powdery materials, granular materials and viscous materials. Vibrating conveyors can cope with the transportation needs of different materials and realize the mixing, separation, screening and drying of materials, thus improving production efficiency and product quality.

In the food processing industry, vibrating conveyors are also widely used. It is often used to transport grains, vegetables, fruits, candies and other food raw materials or finished products. Vibrating conveyors can realize food sorting, ingredients, packaging and other processes, ensure food hygiene and quality, and meet the food processing industry's needs for efficient and hygienic material transportation.
The application of vibrating conveyors is not only limited to the above-mentioned industries, but can also find wide applications in electronics, medicine, metallurgy and other industries. It can adapt to the special needs of different industries, realize automated transportation and processing of materials, and improve production efficiency and product quality.
Vibrating conveyors offer many advantages, making them the ideal equipment to choose from across various industries. First of all, it has the characteristics of efficient transportation, using vibration force to push materials forward to achieve rapid and continuous material transportation and improve production efficiency. Secondly, the vibrating conveyor is suitable for conveying various materials, including powdery materials, granular materials and sticky materials, and has the advantage of multi-functional application. In addition, the conveying speed and angle of the vibrating conveyor can be adjusted to flexibly adapt to the conveying needs of different materials. Finally, the vibrating conveyor has a solid structural design and is made of wear-resistant materials for long service life and reliability.
Address:China,Yanjin county forest park gate to the west 1000 meters north road.
 Online Chat
Online Chat 


 Email
Email