Pulverized coal is extremely fine, often resembling a powder-like substance. Handling and transporting such fine particles require specialized equipment, and a pulverized coal bucket elevator is designed precisely for this purpose. The elevator's unique design, with closely spaced buckets and a carefully controlled discharge, ensures that the pulverized coal is effectively lifted and transported without excessive particle degradation or segregation.

Pulverized coal bucket elevators find extensive applications in the following industries:
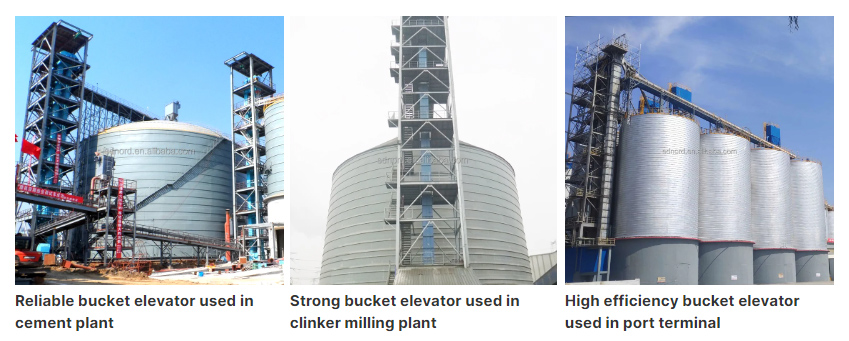
Power Generation: Pulverized coal is a primary fuel source in thermal power plants, where it is used for combustion in boilers to generate steam. The bucket elevator efficiently transports the pulverized coal from the storage silos to the boiler feed hopper, ensuring a continuous and controlled supply.
Cement Industry: Pulverized coal is also commonly used as a fuel in cement kilns. The bucket elevator transports the pulverized coal to the kiln for the calcination process, contributing to the high-temperature requirements for cement production.
Industrial Boilers: Various industrial processes, such as manufacturing, heating, and drying, utilize pulverized coal in boilers. The bucket elevator facilitates the vertical transport of pulverized coal to the boiler's combustion chamber, ensuring a stable and efficient heat supply.
The utilization of a pulverized coal bucket elevator offers several advantages:

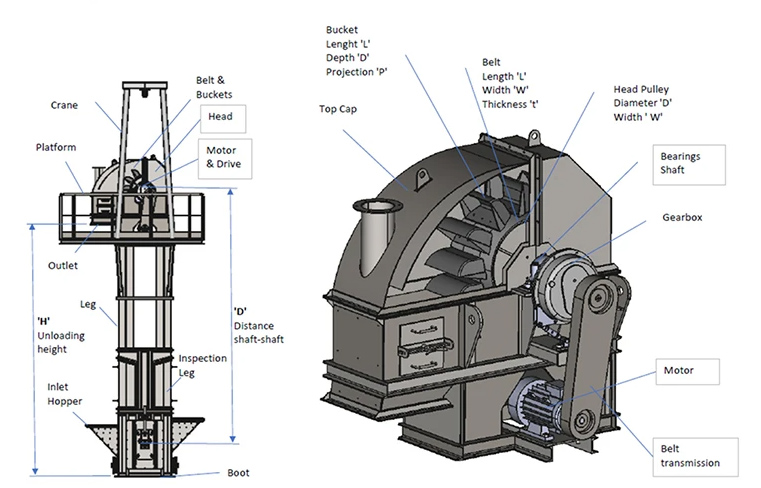
1.Efficient Vertical Transport: The bucket elevator's design enables efficient and reliable vertical transport of pulverized coal, eliminating the need for complex horizontal conveying systems. This vertical transport minimizes space requirements and allows for flexible installation options in diverse operating environments.
2.Controlled Discharge: Pulverized coal bucket elevators feature precise discharge control mechanisms. This ensures that the pulverized coal is delivered accurately and uniformly to the desired destination, such as the boiler feed hopper or kiln, preventing spillage and optimizing combustion efficiency.
3.Enhanced Combustion Efficiency: By maintaining a consistent flow of pulverized coal, the bucket elevator contributes to improved combustion efficiency. This results in better heat transfer, reduced emissions, and enhanced overall plant performance.
The pulverized coal bucket elevator is a critical component in power generation plants that utilize pulverized coal as a fuel source. Its efficient vertical transport capabilities, precise discharge control, and ability to maintain consistent coal quality contribute to enhanced combustion efficiency and optimized power plant performance. By selecting a reliable and well-designed pulverized coal bucket elevator and integrating it with monitoring and control systems, power plant operators can ensure safe, efficient, and reliable coal handling, ultimately leading to improved power generation efficiency and reduced environmental impact.

Address:China,Yanjin county forest park gate to the west 1000 meters north road.
 Online Chat
Online Chat 


 Email
Email