




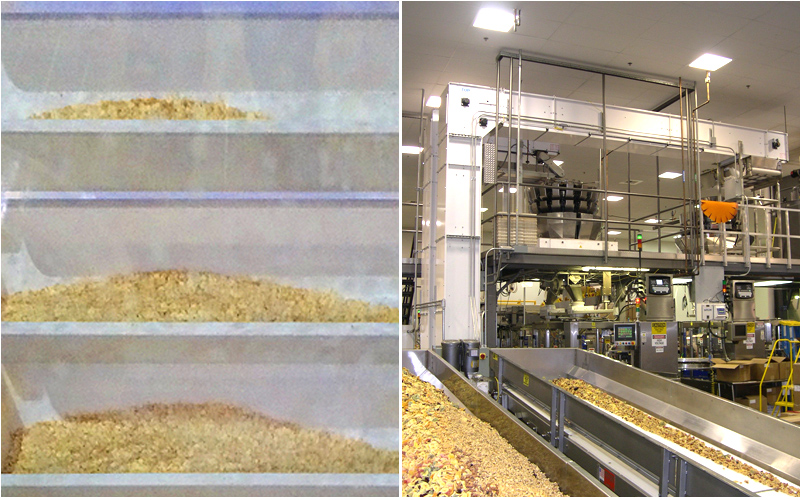
Designed for handling food in a hygienic and food-safe manner and suitable for vertical lifting and conveying of food ingredients (e.g. grains, grains, nuts, seeds and powders)
![]()
![]()
Price::$850.00-$6,400.00/Set
Consult now and enjoy a 10% discount
Bucket Material: Food Grade PP Conveying Speed: 2-5 m³/h
Bucket Volume: 1.8L, 4.0L, and 6.0L (Customizable)
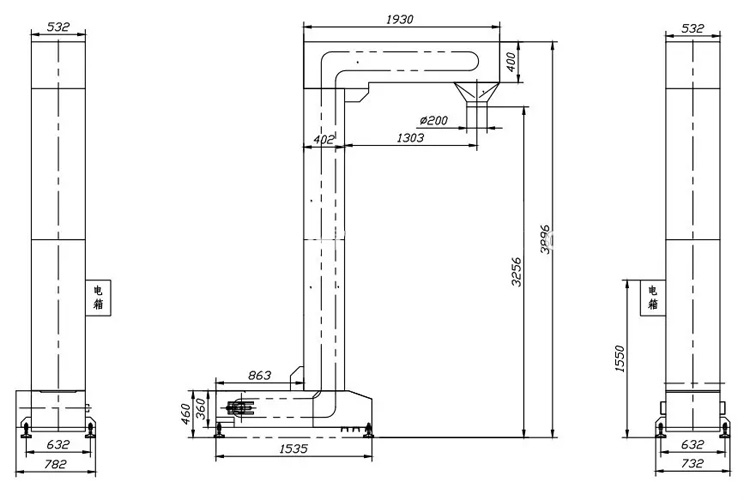
Discharge Height: 2-12 m
In-Feed Length: 863 mm Out-Feed Length: 1930 mm
conveying capacity: 3-10m³/h
Number of Outlet(s):Single or Muti-dicharge outlets
Application: It is used to vertically lift and transport powdery, granular or block food raw materials or finished products, such as wheat, corn, rice, chocolate, nuts, puffed foods, etc.Packages, bagged food or canned food can be lifted from the ground or low to packaging machines, weighing machines, sealing machines and other equipment.
Commitment: Free Shipping/5 Days Delivery/30-Day Returns/Support Customization
Food grade bucket elevator is a type of vertical conveying system specifically designed and constructed to meet the sanitary requirements of the food industry. It is used to vertically transport food products, such as grains, powders, granules, and other bulk materials, in a hygienic and safe manner. The bucket elevator is made of food-grade materials, such as stainless steel or food-grade plastic, to ensure compliance with food safety standards and prevent contamination. It features specially designed buckets that securely and gently lift and discharge the food products, maintaining their quality and integrity throughout the conveying process.

Food grade bucket elevators are widely used in various food processing applications, including handling grains, cereals, bakery ingredients, fruits, vegetables, and other food products. Their design and construction prioritize hygiene, sanitation, and product integrity, making them suitable for use in sensitive food production environments.

Food grade bucket elevator is a conveying system designed specifically for handling food products. It is widely used in food processing and production processes to vertically lift and transport powdery, granular or block food raw materials or finished products. Here are some of the main application scenarios for food grade bucket elevators:
Flour and Grain Processing

Food grade bucket elevators are commonly used in the flour and grain processing industries. It can lift cereals or powdery raw materials such as flour, wheat, corn, rice, etc. from the ground or low places to different process equipment, such as mixers, grinders, screening machines, etc. This helps improve production efficiency, reduce manual labor, and ensure the hygiene and quality of raw materials.
Candy and Snack Production

In candy and snack production, food-grade bucket elevators are used to lift raw materials, mixtures, or finished products from one process stage to another. It can transport chocolate particles, nuts, puffed foods, etc. to ensure the continuity and efficiency of the production line.
Food packaging line
Food-grade bucket elevators play a key role in food packaging lines. It can lift packaging materials, bagged food or canned food from the ground or low places to packaging machines, weighing machines, sealing machines and other equipment. This helps automate the packaging process and improve production efficiency and packaging quality.
Frozen food and refrigerated food

For the frozen food and refrigerated food industry, food-grade bucket elevators can be used to lift frozen or refrigerated food from low-temperature storage areas to processing areas or packaging areas. It can ensure the hygiene and temperature control of food during transportation to maintain the freshness and quality of food.
Food storage and warehousing

Food grade bucket elevators can also be used for food storage and warehousing. It can lift food ingredients or finished products from the ground or low into storage equipment, warehouse shelves or conveyor systems. This helps improve warehousing efficiency, save space, and ensure food safety and hygiene.
Food Safety
Food grade bucket elevators are designed and constructed with materials that comply with food safety standards and regulations. They are made from stainless steel or other food-grade materials that are resistant to corrosion, easy to clean, and do not contaminate the food products being transported. This helps maintain the hygiene and integrity of the food throughout the handling process.
Sanitation and Hygiene
Food grade bucket elevators are designed to meet strict sanitation requirements. They have smooth surfaces, rounded corners, and minimal horizontal surfaces, which prevent the accumulation of debris, dust, or bacteria. The equipment can be easily cleaned, sanitized, and inspected, reducing the risk of cross-contamination and ensuring food safety.
Gentle Product Handling
Bucket elevators use buckets attached to a belt or chain to lift and convey food products vertically. The design of the buckets minimizes product damage and breakage during the lifting and conveying process. This is particularly important for fragile food items such as delicate fruits, vegetables, or baked goods, ensuring their quality and appearance are preserved.
Versatility and Customization
Food grade bucket elevators can be customized to meet specific application requirements. They can handle a wide range of food products, including powders, grains, snacks, frozen foods, and more. The capacity, speed, and configuration of the elevator can be tailored to suit the production line's needs, allowing for efficient and flexible material handling.
Increased Efficiency
Bucket elevators provide a vertical conveying solution, allowing for efficient space utilization in food processing facilities. By lifting materials vertically, they can save valuable floor space compared to other horizontal conveying systems. This increased efficiency in material handling contributes to higher production rates and improved overall productivity.
Compliance with Regulations
Food grade bucket elevators comply with various industry regulations and standards, such as those related to food safety, sanitation, and hygiene. Using equipment that meets these requirements helps food processing companies adhere to regulatory guidelines and ensures their products meet the necessary quality and safety standards.

The main difference between food-grade buckets and regular buckets lies in their materials and construction, as well as their compliance with specific safety and regulatory standards. Here are some key distinctions:
| Compare items | Food grade buckets | Regular buckets |
| Material Composition | Food grade buckets are made of materials that are safe for direct contact with food and are designed to minimize the risk of contamination. Common materials used for food-grade buckets include food-grade plastics, such as high-density polyethylene (HDPE) or polypropylene (PP), or stainless steel. | Regular buckets, on the other hand, may be made from a variety of materials that may not be suitable for direct contact with food, such as low-density polyethylene (LDPE) or recycled plastics. |
| Contamination Risk | Food grade buckets are designed and manufactured to meet specific food safety regulations and standards. These regulations may vary depending on the country or region, but they typically involve criteria related to materials, cleanliness, and hygiene. | Regular buckets, which are not specifically intended for food contact, may not adhere to these food safety regulations. |
| Safety Regulations | Food grade buckets are designed to minimize the risk of food contamination. They are often manufactured with smooth surfaces and rounded corners to prevent the accumulation of bacteria or food particles. They may also undergo special treatments, such as antimicrobial coatings, to enhance their cleanliness. | Regular buckets may not have these features and may pose a higher risk of contamination if used for food storage or handling. |
| bucket volume | 1.8L | 3.6L | 6.5L |
| bucket material | pp | ss304 | ABS |
| body material | mild steel | stainless steel | --- |
| NO.S of discharge port | single | muti-discharge port | --- |
| output | 4-6m3/h | 6.5-8m3/h | 5.5-12m3/h |
| voltage(v) | 220v/240v/as you need | 380v/415v/440v/as you need | as you need |
| speed | adjustable | ||
| conveying capacity | 3-10m3/h | ||
The structural design of food-grade bucket elevators usually focuses on easy operation, cleanliness, and safety to meet the special requirements of the food industry. Its structure usually includes the following main parts:

Buckets: The buckets are the primary components responsible for carrying and conveying the food products. These buckets are specially designed for food-grade applications, typically made of food-grade plastic or stainless steel. They are attached to a belt or chain, forming a continuous loop. The size, shape, and material of the buckets are chosen based on the specific requirements of the food product being handled.
Belt or Chain: A food-grade bucket elevator uses either a belt or a chain to connect and drive the buckets. The belt or chain runs around the head and boot pulleys, creating a continuous loop that transports the buckets. For food-grade applications, the belt or chain is made from materials that are safe for contact with food, such as food-grade rubber, plastic, or stainless steel.
Casing: The casing or housing encloses the bucket elevator structure and provides support and protection to the internal components. It is typically made of stainless steel or other food-grade materials. The casing prevents the ingress of contaminants, dust, and moisture, maintaining a clean and sanitary environment for the food products.
Inlet and Outlet: The food-grade bucket elevator has an inlet where the material is fed into the buckets and an outlet where the material is discharged. The inlet is typically equipped with a hopper or feed chute that regulates the flow of material into the buckets, while the outlet may have a discharge chute or spout to direct the material to the desired location.
The food-grade bucket elevator lifts food materials from a low place to a high place through a chain bucket, puts the materials into the feed port and loads them into the chain bucket, then lifts them vertically to the required height and discharges them through the discharge port, repeating the working cycle to meet the needs of the food production line.
The customization type of food grade bucket elevator can be customized in many ways according to actual needs and specific applications. Here are some common types of customization:
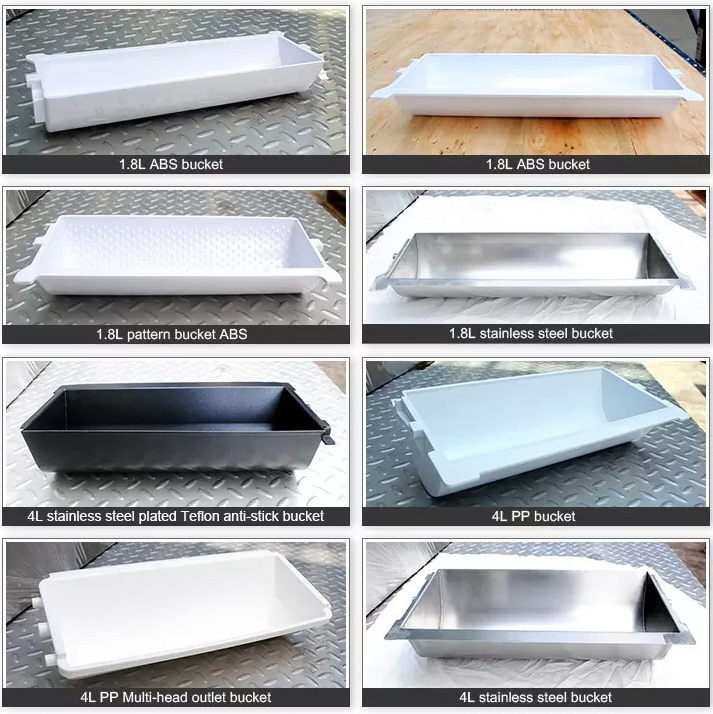
1. Material selection: Different materials can be selected according to the type of food being processed and specific requirements. For example, you can choose stainless steel that meets food safety standards (such as 304 or 316 grade) or food-grade plastic (such as HDPE or PP).
2. Bucket design: The bucket of the bucket elevator can be specially designed according to the shape, size and characteristics of the food being processed. The shape, size and spacing of the buckets can be adjusted as needed to ensure safe and smooth delivery of food.
3. Classification by driving mode: According to the driving mode, it can be divided into electric food grade bucket elevator, hydraulic food grade bucket elevator and pneumatic food grade bucket elevator. These food grade bucket elevators with different driving modes can be selected according to the specific requirements of the production line and environmental characteristics.
4. Classification by conveying capacity: According to the conveying capacity, it can be divided into small food grade bucket elevators, medium-sized food grade bucket elevators and large food grade bucket elevators.
The food grade bucket elevator can be used with the following equipment to improve its functionality and efficiency and ensure food safety standards:
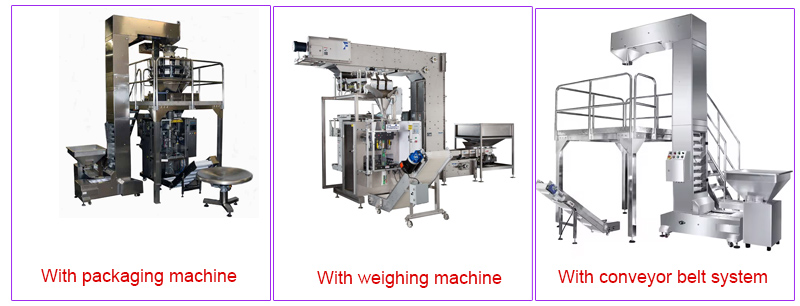
1. Packaging machine: The food-grade bucket elevator can vertically transport food products to the feed port of the packaging machine for automatic packaging. Packaging machines can be of various types, such as automatic weighing packaging machines, bagging machines, bottling machines, etc. Choose the appropriate packaging machine model according to the characteristics of the food and packaging requirements.
2. Weighing machine: In the food packaging process, the weighing machine can be used in conjunction with a food-grade bucket elevator to achieve accurate weight measurement. After the food products are lifted to a certain height in the elevator, they can be accurately weighed by the weighing machine to ensure the accuracy and consistency of packaging.
3. Conveyor belt system: Food-grade bucket elevators can be used in conjunction with conveyor belt systems to achieve continuous transportation and assembly line operations of food products. Conveyor belts can transport food from the discharge port of the elevator to the next process, such as packaging machines, inspection equipment or storage areas.

| Materials | Application | Lift height | Lift amount |
| Grains such as wheat, rice, and corn | grain processing plant | 10 meters | 50 tons/hour |
| Powdered sugar, flour | pastry factory | 5 meters | 20 tons/hour |
| Nuts, dried fruits | Snack production factory | 8 meters | 30 tons/hour |
| Milk powder, whey powder | dairy processing plant | 12 meters | 40 tons/hour |
| Edible oil, seasonings | Food condiment production factory | 6 meters | 25 tons/hour |
| Frozen meat and seafood | Frozen food processing plant | 3 meters | 2 tons/hour |
| Coffee beans, tea leaves | Coffee and tea processing plants | 4 meters | 15 tons/hour |
Xinxiang Dahan is a professional manufacturer of food-grade bucket elevators. As a professional lifting equipment manufacturer, Xinxiang Dahan has many years of experience and expertise. They have an in-depth understanding of the design, manufacturing and application of food-grade bucket elevators and are able to provide customized solutions based on customer needs. They use high-quality materials and advanced manufacturing processes to ensure product stability and durability, and are able to provide customized solutions based on customers' specific needs.

Industrial Salt Z Type Bucket Elevator
Address:China,Yanjin county forest park gate to the west 1000 meters north road.
 Online Chat
Online Chat 
 Email
Email